
- 佛山市睿至锋五金机械有限公司
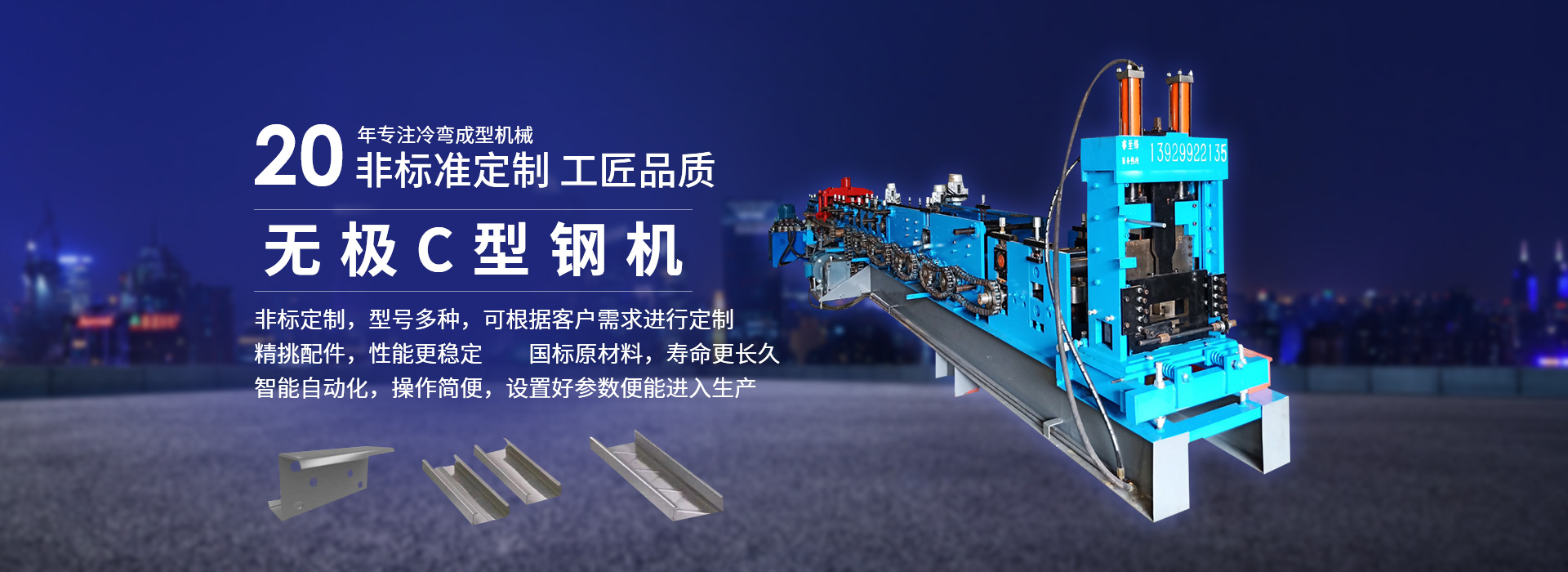
- -- 20年专注C型钢机械 --
- 预约定制热线:
- 139-2915-2843
- 0757-86251683

139-2915-2843
C型钢机的作业台的旋转,除有一级机械设备分度、定位之外,还设定有一套细致定位机构,完全确保每一次冲压模具环节中,作业台模貝的恰当定位。设备下模的直线模组是壳体合理布局,滑台导轨与整体机身上滑轨,触碰长短大,下模的每一次冲压模具,工艺流程对泥坯有二次冲压模具即下模第一次压瓦坯及时后,下模升高10㎜,使泥坯获得充足排气管后,下模再向舒张压瓦坯及时,才回家最大方向。因而模貝应用使用寿命长,限定的产品品质好。
C型钢机作业台的属七和弦是由装于上轴端部的齿轮组传动系统拨销传动齿轮,转动装于六方转轴榫上的槽轮机构来进行分度定位,在上轴的两边各配有一个与装在同一轴上与限定凸轮轴共轭点的回凸轮轴。根据定位杆与定位盘进行上模在作业方向的精确定位,在上下两侧主机箱内设备有光洁泵,设备作业时根据,输油管向各矛盾健身运动位置运输光洁油压瓦机。
